SUR LES PROCEDES DE FABRICATION DES CARTES ELECTRONIQUES
Travaux d'expertise
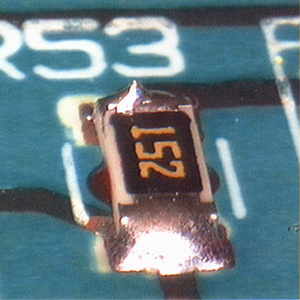
Contrôle visuel des joints brases
Sur une carte électronique selon IPC-A-610

Méthode de contrôle :
– Le contrôle est exclusivement visuel, sous binoculaire.
– Une fiche de contrôle est mise en œuvre individuellement pour chaque carte contrôlée.
– Chaque défaut observé est marqué sur le plan topographique ou 1 photo R/V de la carte avec le code correspondant de la fiche de contrôle.
– Seuls les défauts dus au procédé de brasage sont recherchés (environ 50 sortes), par ex : mouillage, décentrage, délaminage, résidus,…
– Lorsque le contrôle est terminé, la fiche de contrôle accompagnée du plan topographique des défauts (1 photo par famille de défauts) tiendra lieu de rapport.
– La fiche de contrôle peut être envoyée par e-mail si nécessaire. La totalité, carte comprise, vous est retournée par la poste. ( préciser si une assurance est nécessaire dès l’élaboration du devis).
– Sanction selon les critères de l’IPC-A-610
Pour établir le devis et au plus tard en même temps que la carte, vous devrez nous fournir les éléments suivants :
– Nombre de joints sur plages CMS, et nombre de joints sur trous métallisés.
– 1 photo recto/verso de la carte avec échelle
– Classe de destination du produit (1,2 ou 3 selon IPC-A-610)
– Protection ESD nécessaire ?
– Assurance transporteur nécessaire ?
Coût : chaque carte est un cas spécifique nécessitant l’établissement d’un devis.